При заказе пресс-формы обычно обсуждают количество гнёзд, марку стали и качество деталей. Но в серийном производстве не менее важен выбор литниковой системы. Именно она напрямую влияет на экономику проекта — от расхода материала до длительности цикла.
Решение между холодноканальной и горячеканальной пресс-формой определяет:
- объём отходов и возможность использования вторичного сырья;
- время цикла и производительность;
- внешний вид изделия (след от литника/точки впрыска) и повторяемость;
- стартовую стоимость оснастки и требования к обслуживанию.
«Промсервис» проектирует и изготавливает пресс-формы в Украине, включая горячеканальные и холодноканальные системы. Мы подбираем решение под ваш объём производства, материал и требования к качеству — и сопровождаем оснастку на протяжении всего жизненного цикла (сервис, ремонт, модернизация).
Холодный канал: простая и гибкая схема
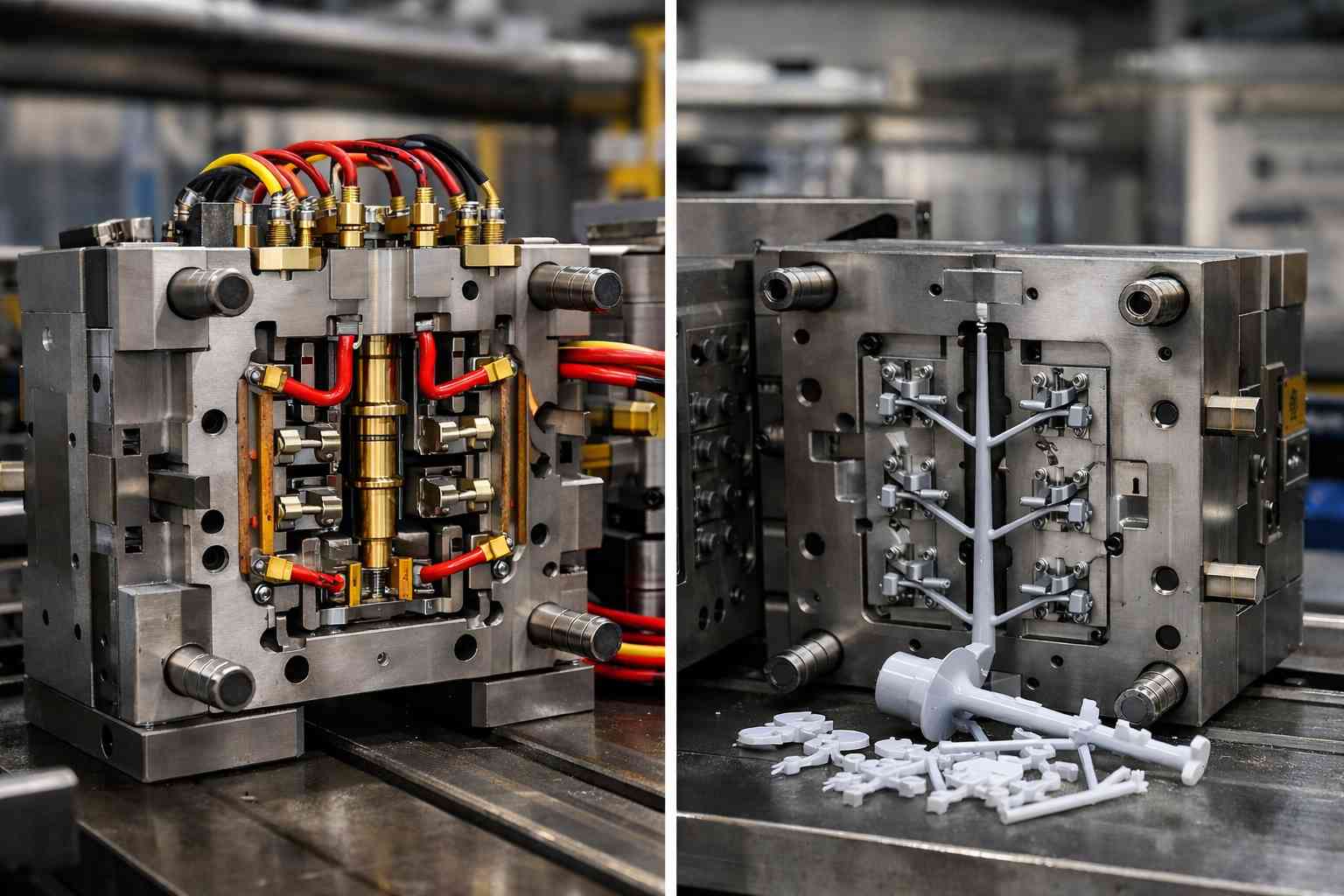
В холодноканальной пресс-форме расплав полимера подается от сопла ТПА через литник и литниковые каналы, которые являются частью плит формы. После каждого впрыска литниковая система остывает вместе с деталью и затем отделяется.
Холодный канал выбирают, потому что он обеспечивает:
- более низкую стартовую стоимость оснастки (проще конструкция);
- относительно простую наладку и обслуживание;
- быструю смену материала/цвета (важно для коротких серий);
- удобство для прототипов и малых/средних партий.
При этом литники — это расход материала (или вторсырьё). В одних изделиях допускается использование дроблёнки, в других (высокие требования к внешнему виду, регламенты, сертификация) доля вторичного материала ограничена или недопустима.
Горячий канал: меньше отходов и выше производительность
Горячеканальная пресс-форма оснащена нагреваемым коллектором и соплами, которые поддерживают полимер в литниковой системе в расплавленном состоянии. Деталь заполняется через горячие сопла без образования «твёрдых» литников — то есть отходы минимальны.
Горячий канал выбирают, когда важны:
- экономия материала (особенно если литник тяжёлый);
- сокращение времени цикла (не нужно охлаждать литник + меньше операций);
- более удобная автоматизация (меньше ручной обрезки/отделения);
- стабильный повторяемый процесс в больших сериях.
Но горячеканальные системы сложнее. Они требуют корректного температурного режима, правильного запуска/остановки и планового обслуживания. Без этого возможны «нитки», подтекание, перегрев материала или разгерметизация.
Быстрое сравнение: что меняется на практике
Холодный канал выигрывает простотой. Горячий — эффективностью в серии.
Ключевые отличия:
- Инвестиции в оснастку: холодный канал дешевле; горячий — дороже на старте.
- Отходы: холодный канал формирует литники; горячий канал сокращает потери.
- Цикл: в холодном канале часто дольше охлаждение; горячий может быть быстрее.
- Переналадка: холодный канал проще при частых сменах; горячий требует аккуратной продувки и режимов.
- Эстетика точки впрыска: горячий канал часто даёт более аккуратный результат (зависит от типа впрыска).
- Сервис: в горячем канале больше компонентов, требующих контроля (нагреватели, термопары, уплотнения).
Когда холодноканальная пресс-форма — лучший выбор
Холодный канал обычно оптимален, если:
- объёмы небольшие или средние;
- часто меняются цвет или материал;
- материал недорогой и допускается использование вторсырья;
- нужен максимально бюджетный старт нового продукта;
- геометрия позволяет легко отделять литник;
- важна простота процесса для разных смен и операторов.
На практике холодноканальные формы часто выбирают для контрактного производства с разной номенклатурой, тестовых партий и проектов, которые регулярно меняются.
Когда горячеканальная пресс-форма окупается
Горячий канал становится экономически оправданным, если:
- производство серийное или массовое;
- используется дорогой материал (инженерные пластики, спецкомпаунды);
- отношение «масса литника / масса детали» слишком велико;
- время цикла критично и ТПА является “узким местом”;
- планируется автоматизация и снижение ручных операций;
- высокие требования к повторяемости и внешнему виду зоны впрыска.
В большой серии даже небольшая экономия на одном цикле быстро превращается в заметные годовые преимущества.
Как посчитать окупаемость: простой подход
Окупаемость — это сравнение дополнительной стоимости горячего канала с экономией в производстве.
Шаг 1 — Дополнительная стоимость оснастки Горячий канал дороже из-за коллектора, нагревателей, термопар, электрики и более сложной сборки.
Шаг 2 — Экономия материала Оцените массу литника в холодном канале (г), умножьте на стоимость материала и на годовой объём деталей. Если вторсырьё допускается — заложите реальный процент возврата и технологические ограничения.
Шаг 3 — Экономия времени цикла Даже 1–2 секунды в цикле могут сильно увеличить выпуск за смену. Переведите сэкономленные секунды в дополнительные детали в час и оцените ценность этой мощности.
Шаг 4 — Дополнительные выгоды Горячий канал может снизить трудоёмкость (меньше обрезки), упростить логистику (нет литников), повысить стабильность процесса и снизить процент брака.
Формула простая:
- Срок окупаемости = (дополнительные затраты на горячий канал) / (годовая экономия)
На этапе проектирования «Промсервис» помогает оценить эти параметры на основе геометрии детали, материала, гнёздности, схемы впрыска и планируемого объёма.
Типичные ошибки при выборе литниковой системы
Чаще всего к лишним затратам приводят:
- горячий канал для коротких запусков с частыми сменами цвета;
- недооценка стоимости литников и брака в холодном канале;
- неправильное расположение точек впрыска (видимость следа, линии спая, прочностные зоны);
- слабая проработка охлаждения (потеря времени цикла и коробление);
- отсутствие плана обслуживания горячеканальных узлов.
Лучшее решение — то, что соответствует вашей реальной производственной модели, а не просто “дороже” или “современнее”.
Подход «Промсервис»: сначала инженерия, потом выбор
Мы рассматриваем литниковую систему как часть комплексного проектирования пресс-формы. В зависимости от задачи мы можем:
- проанализировать чертежи и план производства (объёмы, смены, автоматизация);
- предложить концепцию холодного или горячего канала с компоновкой гнёзд и точек впрыска;
- спроектировать форму с надёжным охлаждением, вентиляцией и ремонтопригодностью;
- изготовить пресс-форму, провести испытания и настроить процесс;
- обеспечить сервис: ТО, ремонт, восстановление и модернизацию.
Если у вас уже есть пресс-форма, мы также можем оценить целесообразность модернизации (например, оптимизация впрыска или добавление сменных вставок в зонах износа) и её экономический эффект.
Нужна горячеканальная или холодноканальная пресс-форма в Украине?
«Промсервис» проектирует и изготавливает пресс-формы для литья под давлением с холодным или горячим каналом, а также обеспечивает сервис оснастки. Обращайтесь — рассмотрим вашу деталь, подберём оптимальную схему и поможем запустить стабильное производство с понятным экономическим обоснованием.