Під час замовлення прес-форми часто обговорюють кількість гнізд, сталь та якість деталей. Але в серійному виробництві не менш важливим є вибір ливникової системи. Саме вона суттєво впливає на економіку проєкту — від витрат матеріалу до швидкості циклу.
Рішення між холодноканальною та гарячоканальною прес-формою визначає:
- обсяг відходів і можливість використання вторинної сировини;
- тривалість циклу та продуктивність;
- зовнішній вигляд виробу (слід від литника/точки впорску) і повторюваність;
- стартову вартість оснастки та вимоги до обслуговування.
«Промсервіс» проєктує та виготовляє прес-форми в Україні, включно з гарячоканальними та холодноканальними системами. Ми підбираємо рішення під ваш обсяг виробництва, матеріал і вимоги до якості — а також супроводжуємо оснастку протягом життєвого циклу (сервіс, ремонт, модернізація).
Холодний канал: проста та гнучка схема
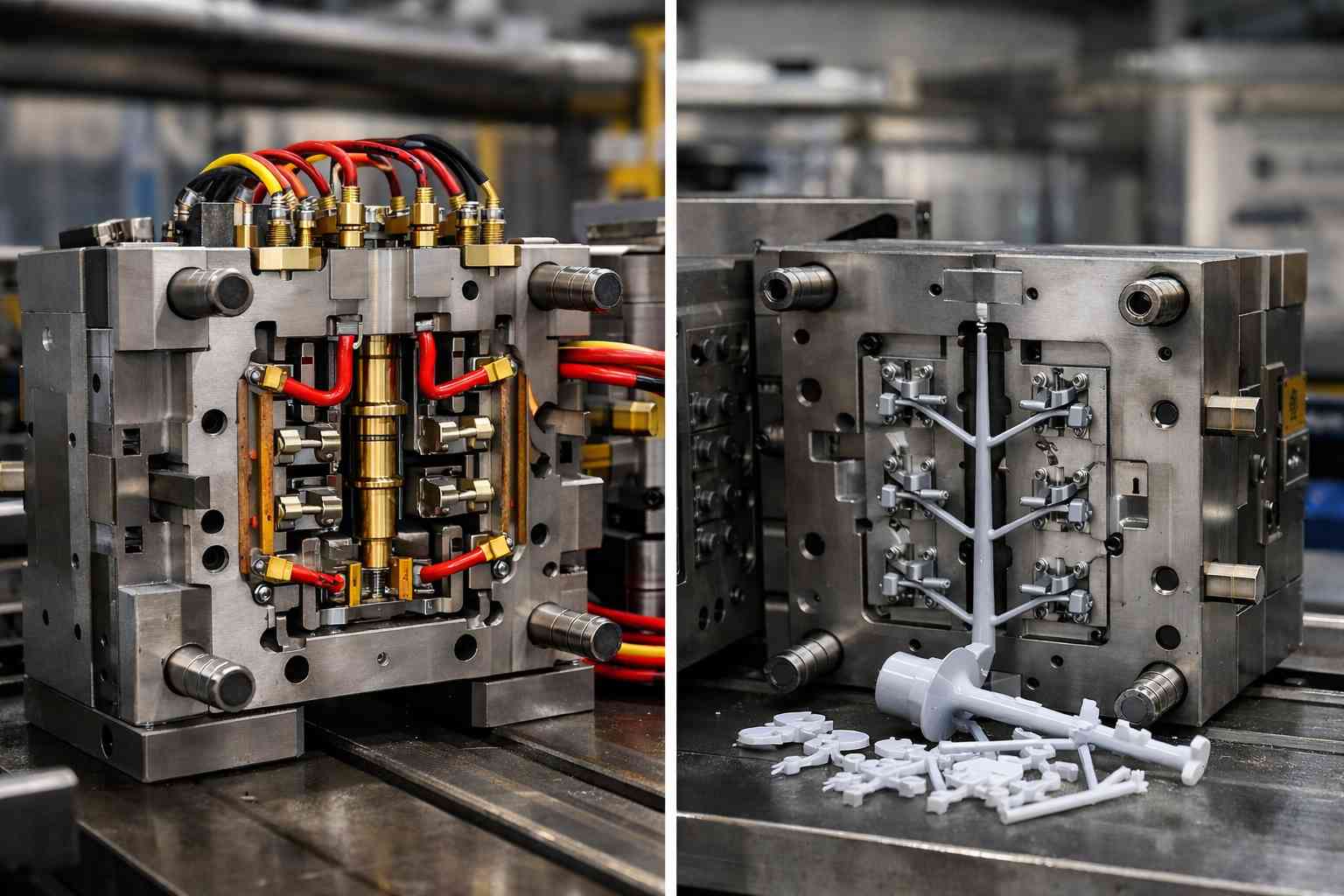
У холодноканальній прес-формі розплав полімеру подається від сопла ТПА через литник і ливники, які є частиною плит форми. Після впорску ливникова система охолоджується разом із деталлю, а потім відокремлюється.
Холодний канал часто обирають, тому що він забезпечує:
- нижчу стартову вартість прес-форми (простішу конструкцію);
- відносно просте налаштування та обслуговування;
- швидкі зміни матеріалу/кольору (важливо для коротких запусків);
- зручність для прототипів і малих/середніх серій.
Водночас ливники — це втрати матеріалу (або вторинна сировина). У деяких виробах допустимо використовувати дробленку, але для частини продукції (високі вимоги до зовнішнього вигляду, технічні регламенти, сертифіковані вироби) частка вторинного матеріалу обмежена або заборонена.
Гарячий канал: менше відходів і вища продуктивність
Гарячоканальна прес-форма має підігріваний колектор і сопла, які підтримують полімер у ливниковій системі у розплавленому стані. Деталь заповнюється через нагріті сопла без утворення «твердих» ливників — тобто відходи мінімізуються.
Гарячий канал найчастіше обирають, коли потрібні:
- економія матеріалу (особливо якщо ливник важкий);
- скорочення часу циклу (не треба охолоджувати ливник + менше операцій);
- краща придатність до автоматизації (менше ручної обрізки/відокремлення);
- стабільний і повторюваний процес у великих серіях.
Але гарячоканальні системи складніші. Вони потребують правильного температурного режиму, коректного запуску/зупинки та планового сервісу. Без цього можливі проблеми на кшталт «ниток», підтікання, перегріву матеріалу або розгерметизації.
Швидке порівняння: що змінюється на практиці
Холодний канал виграє простотою. Гарячий — ефективністю у серії.
Ключові відмінності:
- Інвестиції в оснастку: холодний канал дешевший; гарячий — дорожчий на старті.
- Відходи: холодний канал формує ливники; гарячий канал зменшує втрати.
- Цикл: у холодному каналі часто довше охолодження; гарячий може бути швидшим.
- Переналагодження: холодний канал простіший для частих змін; гарячий потребує уважного промивання та режимів.
- Естетика литника: гарячий канал часто дає кращий результат (але залежить від типу впорску та деталі).
- Сервіс: у гарячому каналі більше вузлів, що потребують контролю (нагрівачі, термопари, ущільнення).
Коли холодноканальна прес-форма — найкраще рішення
Холодний канал зазвичай оптимальний, якщо:
- обсяги невеликі або середні;
- є часті зміни кольору чи матеріалу;
- матеріал недорогий, а використання вторсировини допустиме;
- потрібна максимально бюджетна оснастка для старту нового виробу;
- геометрія дозволяє легко відокремлювати ливник;
- важлива «невибагливість» процесу для різних змін/операторів.
На практиці холодноканальні форми часто обирають для контрактного виробництва з різною номенклатурою, тестових партій і проєктів, які регулярно змінюються.
Коли гарячоканальна прес-форма окупається
Гарячий канал стає економічно виправданим, якщо:
- виробництво серійне або масове;
- використовується дорогий матеріал (інженерні пластики, спеціальні композиції);
- співвідношення «маса ливника / маса деталі» завелике;
- час циклу критичний, а ТПА — вузьке місце у виробництві;
- планується автоматизація та мінімізація ручних операцій;
- високі вимоги до повторюваності та вигляду зони впорску.
У великій серії навіть невелика економія на одному циклі швидко перетворюється на значні річні заощадження.
Як порахувати окупність: простий підхід
Окупність — це порівняння додаткової вартості гарячого каналу із заощадженнями у виробництві.
Крок 1 — Додаткова вартість оснастки Гарячий канал дорожчий через колектор, нагрівачі, термопари, електрику та складнішу збірку.
Крок 2 — Економія матеріалу Оцініть масу ливника у холодному каналі (г), помножте на вартість матеріалу та на річний обсяг деталей. Якщо вторсировина дозволена — закладіть реальний відсоток повернення і технологічні обмеження.
Крок 3 — Економія часу циклу Навіть 1–2 секунди у циклі можуть суттєво збільшити випуск за зміну. Переведіть зекономлені секунди в додаткові деталі на годину та оцініть цінність цієї потужності для вашого виробництва.
Крок 4 — Додаткові вигоди Гарячий канал може зменшити трудомісткість (менше обрізки), спростити логістику (нема ливників), підвищити стабільність процесу й знизити відсоток браку.
Формула проста:
- Період окупності = (додаткові витрати на гарячий канал) / (річні заощадження)
На етапі проєктування «Промсервіс» може допомогти з оцінкою цих параметрів — на основі геометрії деталі, матеріалу, гніздності, схеми впорску та планового обсягу.
Типові помилки під час вибору ливникової системи
Найчастіше до зайвих витрат призводять:
- гарячий канал для коротких запусків із частими змінами кольору;
- недооцінка вартості ливників і браку в холодному каналі;
- неправильне розміщення точок впорску (видимість слідів, лінії спаю, міцність);
- слабке опрацювання охолодження (втрата часу циклу та короблення);
- відсутність плану сервісу гарячоканальних вузлів.
Правильне рішення — те, що відповідає вашим реальним умовам виробництва, а не просто «дорожче» або «сучасніше».
Підхід «Промсервіс»: інженерія перед вибором
Ми розглядаємо ливникову систему як частину комплексного проєктування прес-форми. Залежно від задачі, можемо:
- проаналізувати креслення та план виробництва (обсяг, зміни, автоматизація);
- запропонувати концепцію холодного або гарячого каналу зі схемою гніздності та впорску;
- спроєктувати форму з надійним охолодженням, вентиляцією та ремонтопридатністю;
- виготовити прес-форму, провести випробування та налаштувати процес;
- забезпечити сервіс: техобслуговування, ремонт, відновлення та модернізацію.
Якщо у вас уже є прес-форма, ми також можемо оцінити можливість модернізації (наприклад, оптимізація впорску або додавання змінних вставок у зонах зносу) і її економічний сенс.
Потрібна гарячоканальна або холодноканальна прес-форма в Україні?
«Промсервіс» проєктує та виготовляє прес-форми для лиття під тиском з холодним або гарячим каналом, а також забезпечує сервіс оснастки. Звертайтеся — розглянемо вашу деталь, підберемо оптимальну схему та допоможемо отримати стабільне виробництво з чітким економічним обґрунтуванням.